Integrated Coagulation-Membrane Processes with Zero Liquid Discharge (ZLD) Configuration for the Treatment of Oil Sands Produced Water



Abstract
:1. Introduction
2. Materials and Method
2.1. Materials
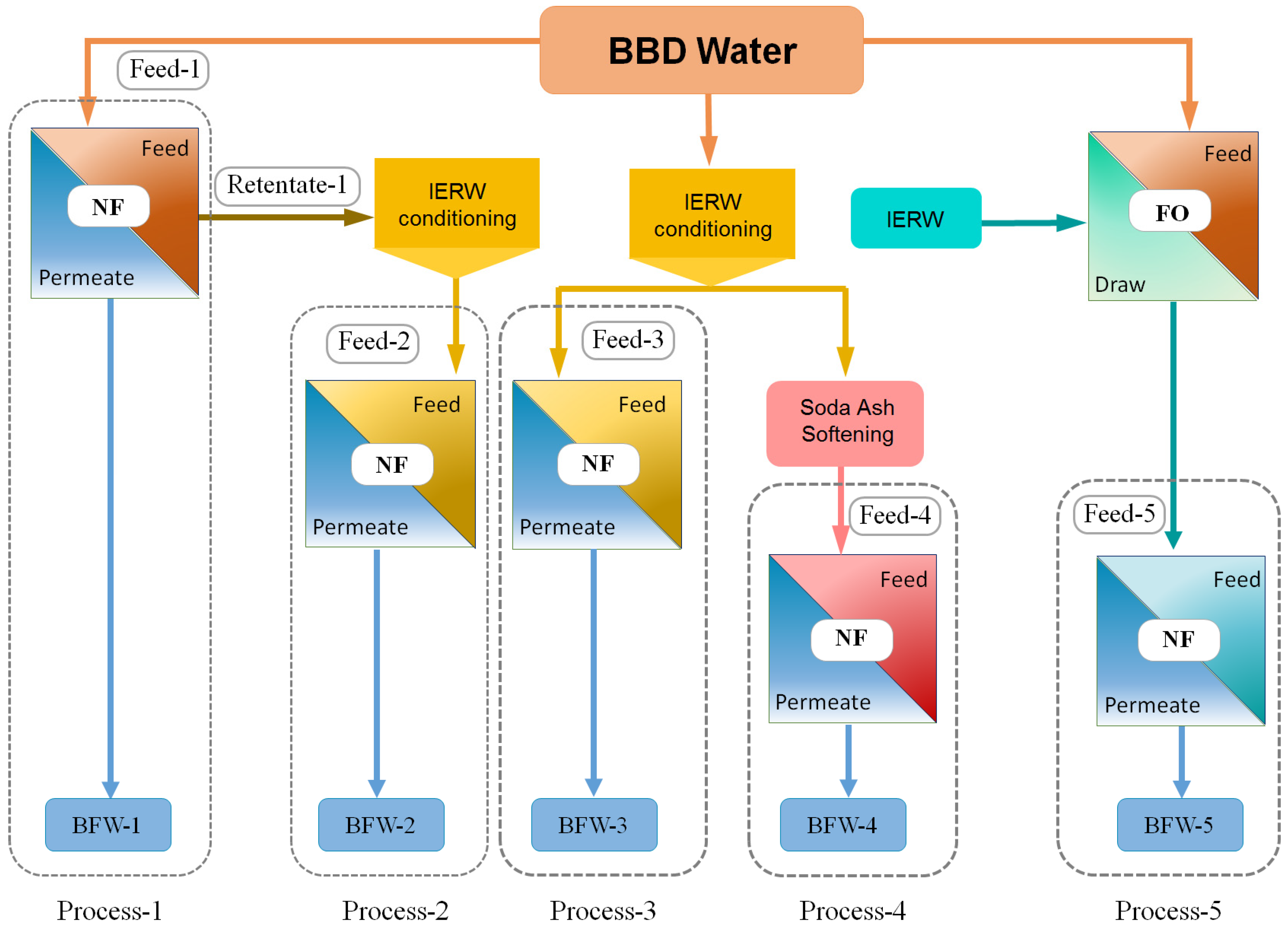
2.2. Coagulation-Membrane Hybrid Processes
2.3. Membrane Element
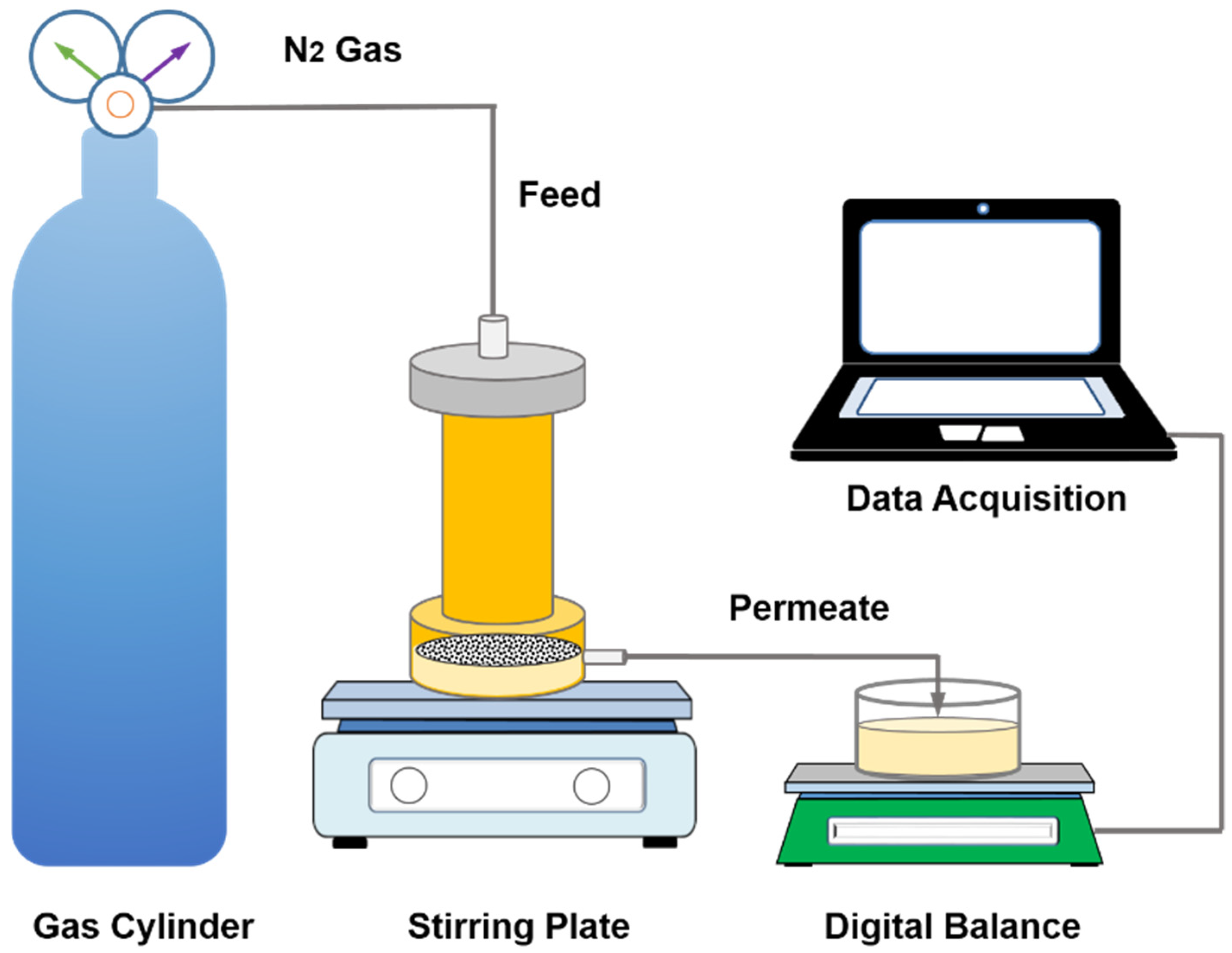
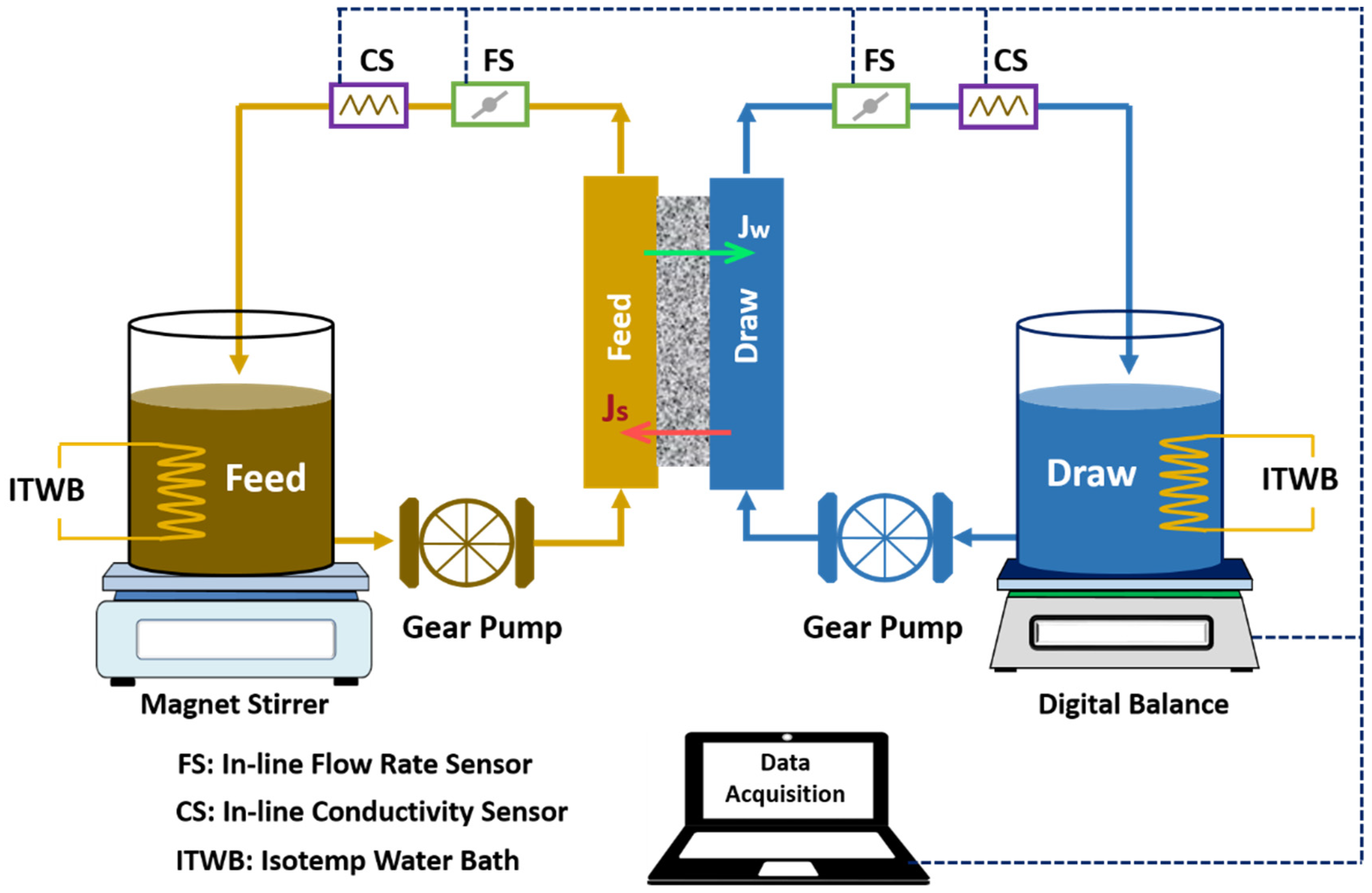
2.4. Membrane Filtration Setups
2.5. Characterization of Water Samples
3. Results and Discussion
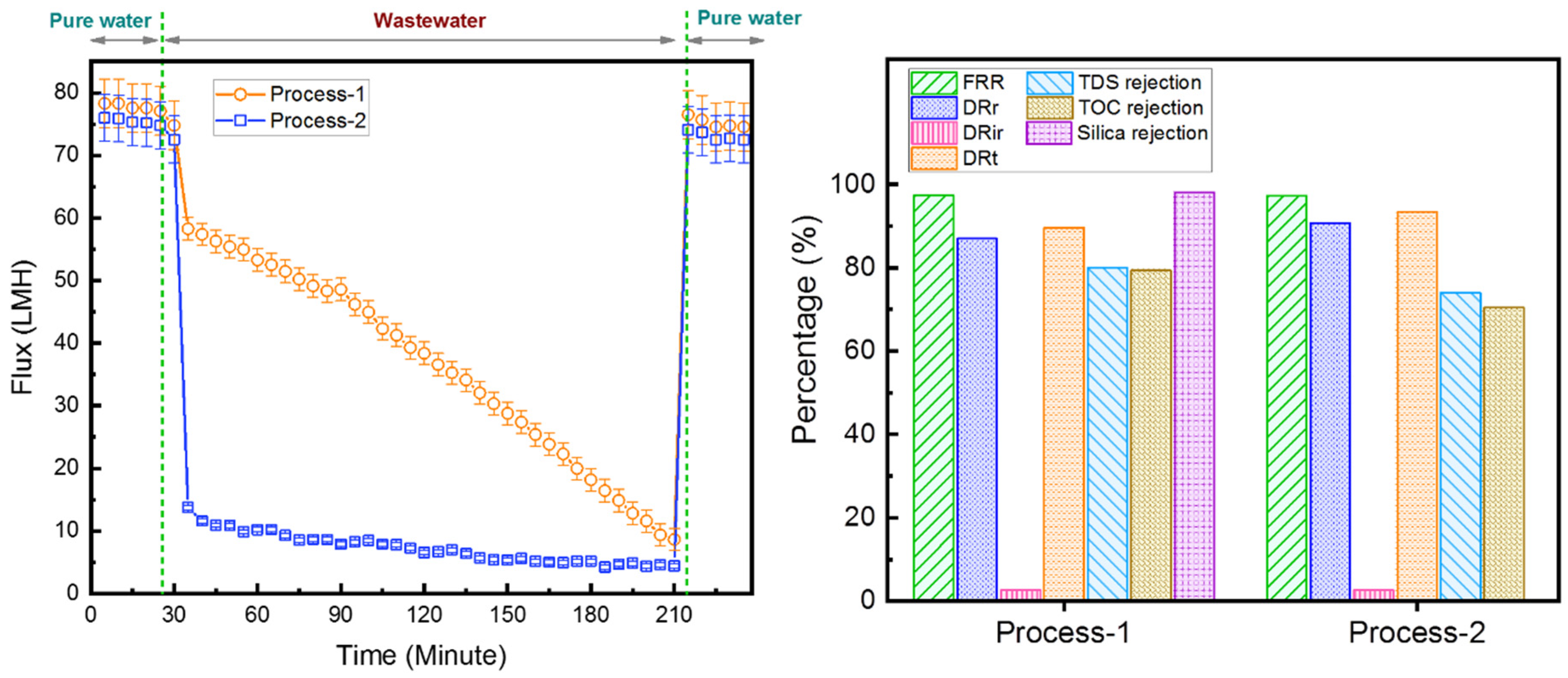
3.1. Direct NF Treatment of BBD Water with IERW-Conditioning (Processes 1 and 2)
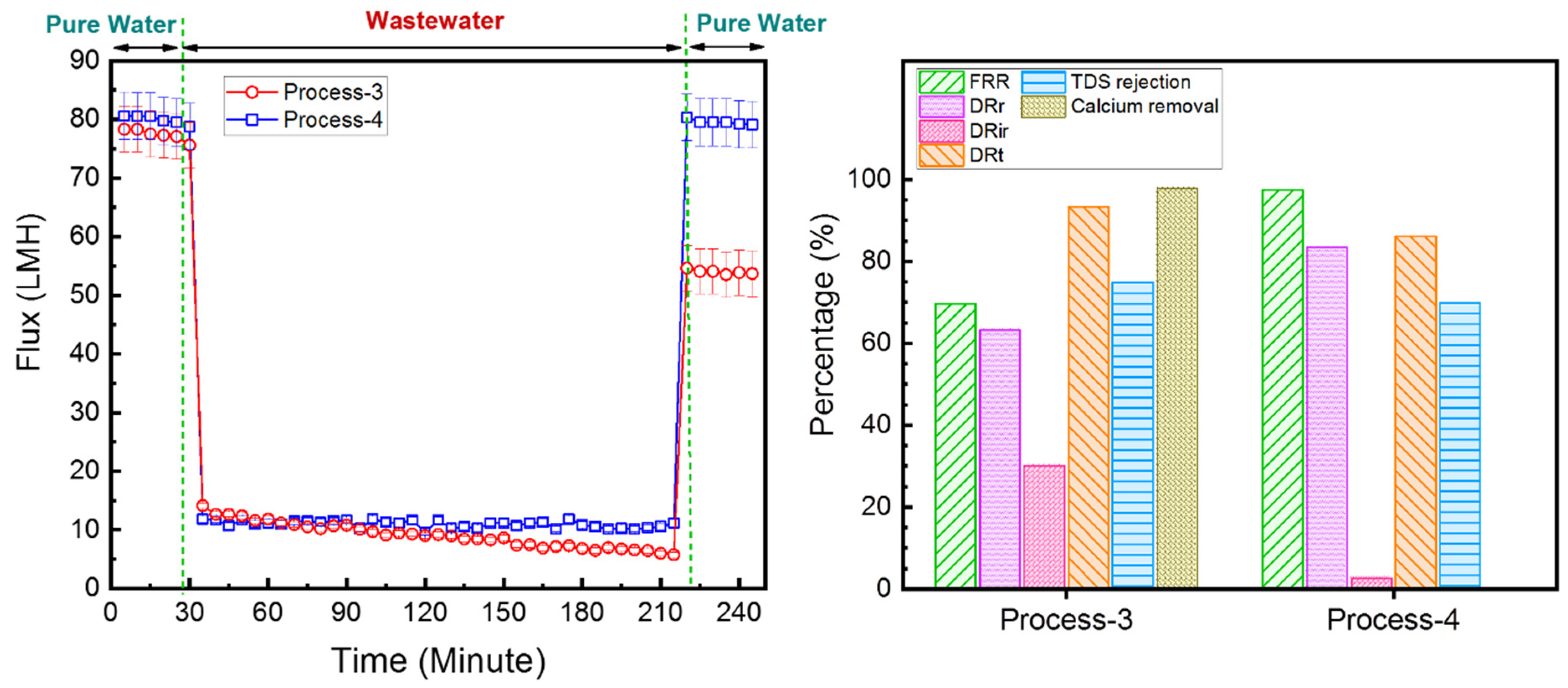
3.2. Nanofiltration with Chemical Pre-treatment of BBD Water
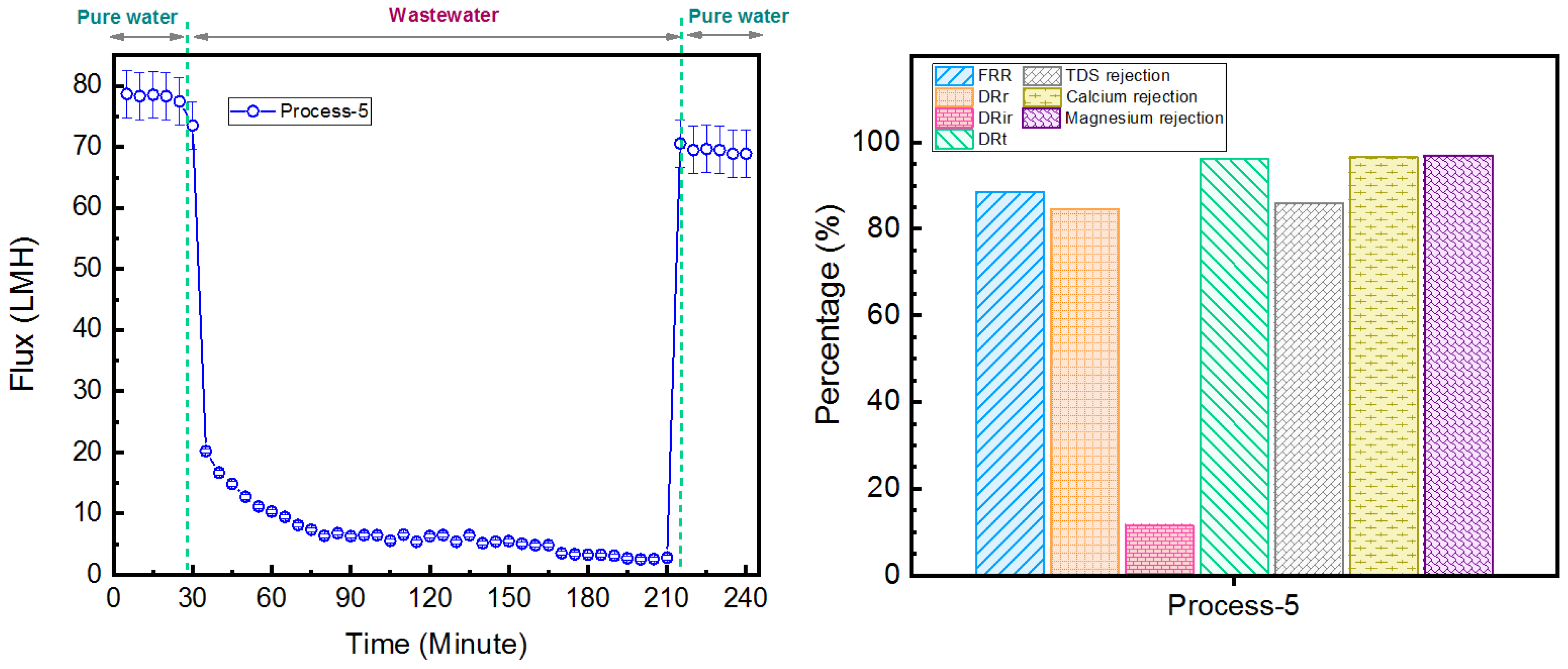
3.3. Hybrid FO/NF Treatment of BBD Water
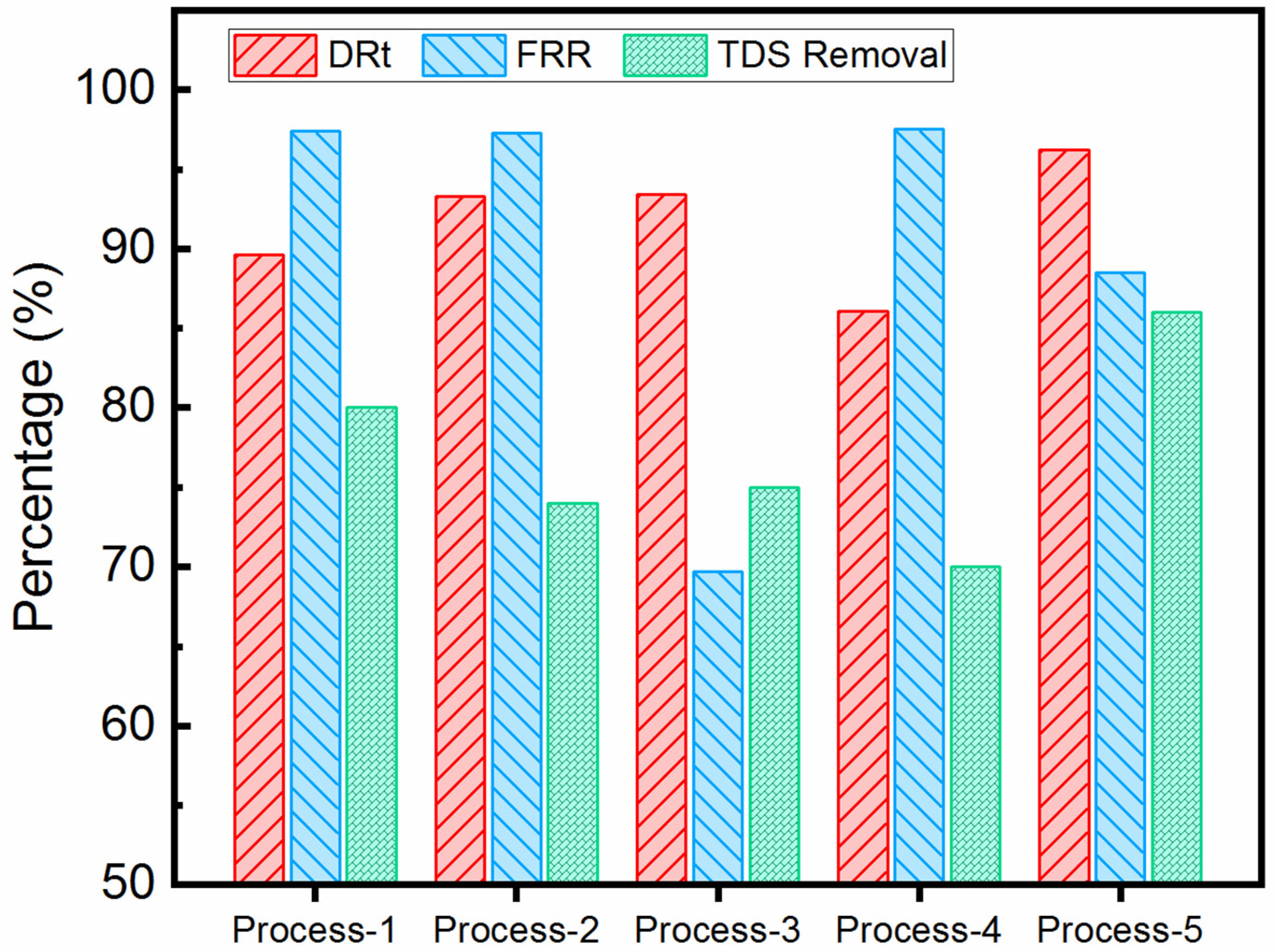
3.4. Comparison of Different Hybrid Processes
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Al-As’Ad, A.; Husein, M.M. Treatment of steam-assisted gravity drainage water using low coagulant dose and fenton oxidation, Environ. Technol. (United Kingdom). Environ. Technol. 2014, 35, 1630–1638. [Google Scholar] [CrossRef] [PubMed]
- Petersen, M.A.; Henderson, C.S.; Ku, A.Y.; Sun, A.Q.; Pernitsky, D.J. Oil sands steam-assisted gravity drainage process water sample aging during long-term storage. Energy Fuels 2015, 29, 2034–2041. [Google Scholar] [CrossRef]
- Maiti, A.; Sadrezadeh, M.; Thakurta, S.G.; Pernitsky, D.J.; Bhattacharjee, S. Characterization of boiler blowdown water from steam-assisted gravity drainage and silica–Organic coprecipitation during acidification and ultrafiltration. Energy Fuels 2012, 26, 5604–5612. [Google Scholar] [CrossRef]
- Hurwitz, G.; Pernitsky, D.J.; Bhattacharjee, S.; Hoek, E.M.V. Targeted Removal of Dissolved Organic Matter in Boiler-Blowdown Wastewater: Integrated Membrane Filtration for Produced Water Reuse. Ind. Eng. Chem. Res. 2015, 54, 9431–9439. [Google Scholar] [CrossRef]
- Pillai, R.G.; Yang, N.; Thi, S.; Fatema, J.; Sadrzadeh, M.; Pernitsky, D. Characterization and comparison of dissolved organic matter signatures in steam-assisted gravity drainage process water samples from Athabasca oil sands. Energy Fuels 2017, 31, 8363–8373. [Google Scholar] [CrossRef]
- Sadrzadeh, M.; Hajinasiri, J.; Bhattacharjee, S.; Pernitsky, D. Nanofiltration of oil sands boiler feed water: Effect of pH on water flux and organic and dissolved solid rejection. Sep. Purif. Technol. 2015, 141, 339–353. [Google Scholar] [CrossRef]
- Hayatbakhsh, M.; Sadrzadeh, M.; Pernitsky, D.; Bhattacharjee, S.; Hajinasiri, J. Treatment of an in situ oil sands produced water by polymeric membranes. Desalin. Water Treat. 2016, 57, 14869–14887. [Google Scholar] [CrossRef]
- Gwak, K.W.; Bae, W. A review of steam generation for in-situ oil sands projects. Geosyst. Eng. 2010, 13, 111–118. [Google Scholar] [CrossRef]
- Fanaritis, J.; Kimmel, J.P. Review of once-through steam generators. J. Pet. Technol. 1965, 17, 409–416. [Google Scholar] [CrossRef]
- Panigrahi, B.S.; Suriyanarayanan, A.; Subramianan, K.G.; Srinivasan, G.; Jambunathan, D.; Ramalingam, P.V.; Kapoor, R.P. A decade’s experience in chemistry maintenance of once through steam generator of fast breeder test reactor. Prog. Nucl. Energy 2004, 44, 315–320. [Google Scholar] [CrossRef]
- Comstock, S.E.H.; Boyer, T.H. Combined magnetic ion exchange and cation exchange for removal of DOC and hardness. Chem. Eng. J. 2014, 241, 366–375. [Google Scholar] [CrossRef]
- Kapoor, A.; Viraraghavan, T. Nitrate removal from drinking water—Review. J. Environ. Eng. 1997, 123, 371–380. [Google Scholar] [CrossRef]
- Bae, B.-U.; Jung, Y.-H.; Han, W.-W.; Shin, H.-S. Improved brine recycling during nitrate removal using ion exchange. Water Res. 2002, 36, 3330–3340. [Google Scholar] [CrossRef]
- Vaudevire, E.; Koreman, E. Ion exchange brine treatment: Closing the loop of NaCl use and reducing disposal towards a zero liquid discharge. Water Is Necessary Life-WIN4Life 2013, 7, 1–9. [Google Scholar]
- Khorshidi, B.; Bhinder, A.; Thundat, T.; Pernitsky, D.J.; Sadrzadeh, M. Developing high throughput thin film composite polyamide membranes for forward osmosis treatment of SAGD produced water. J. Memb. Sci. 2016, 511, 29–39. [Google Scholar] [CrossRef]
- Khorshidi, B.; Hajinasiri, J.; Ma, G.; Bhattacharjee, S.; Sadrzadeh, M. Thermally resistant and electrically conductive PES/ITO nanocomposite membrane. J. Memb. Sci. 2016, 500, 151–160. [Google Scholar] [CrossRef]
- Bhinder, A.; Fleck, B.A.; Pernitsky, D.; Sadrzadeh, M. Forward osmosis for treatment of oil sands produced water: Systematic study of influential parameters. Desalin. Water Treat. 2016, 57, 22980–22993. [Google Scholar] [CrossRef]
- Khorshidi, B.; Biswas, I.; Ghosh, T.; Thundat, T.; Sadrzadeh, M. Robust fabrication of thin film polyamide-TiO2 nanocomposite membranes with enhanced thermal stability and anti-biofouling propensity. Sci. Rep. 2018, 8, 784. [Google Scholar] [CrossRef]
- Sharma, P.R.; Chattopadhyay, A.; Sharma, S.K.; Hsiao, B.S. Efficient removal of UO22+ from water using carboxycellulose nanofibers prepared by the nitro-oxidation method. Ind. Eng. Chem. Res. 2017, 56, 13885–13893. [Google Scholar] [CrossRef]
- Voisin, H.; Bergström, L.; Liu, P.; Mathew, A. Nanocellulose-based materials for water purification. Nanomaterials 2017, 7, 57. [Google Scholar] [CrossRef]
- Ngwabebhoh, F.A.; Yildiz, U. Nature-derived fibrous nanomaterial toward biomedicine and environmental remediation: today’s state and future prospects. J. Appl. Polym. Sci. 2019, 1, 1–21. [Google Scholar] [CrossRef]
- Sharma, P.R.; Chattopadhyay, A.; Sharma, S.K.; Geng, L.; Amiralian, N.; Martin, D.; Hsiao, B.S. Nanocellulose from Spinifex as an effective adsorbent to remove Cadmium(II) from water. ACS Sustain. Chem. Eng. 2018, 6, 3279–3290. [Google Scholar] [CrossRef]
- Sharma, P.R.; Sharma, S.K.; Antoine, R.; Hsiao, B.S. Efficient removal of arsenic using zinc oxide nanocrystal-decorated regenerated microfibrillated cellulose scaffolds. Acs Sustain. Chem. Eng. 2019, 7, 6140–6151. [Google Scholar] [CrossRef]
- Ma, H.; Hsiao, B.S.; Chu, B. Ultrafine cellulose nanofibers as efficient adsorbents for removal of UO 22+ in water. ACS Macro Lett. 2012, 1, 213–216. [Google Scholar] [CrossRef]
- Wang, Z.; Ma, H.; Hsiao, B.S.; Chu, B. Nanofibrous ultrafiltration membranes containing cross-linked poly(ethylene glycol) and cellulose nanofiber composite barrier layer. Polym. (Guildf) 2014, 55, 366–372. [Google Scholar] [CrossRef]
- Ma, H.; Hsiao, B.S.; Chu, B. Functionalized electrospun nanofibrous microfiltration membranes for removal of bacteria and viruses. J. Memb. Sci. 2014, 452, 446–452. [Google Scholar] [CrossRef]
- Sharma, P.R.; Chattopadhyay, A.; Zhan, C.; Sharma, S.K.; Geng, L.; Hsiao, B.S. Lead removal from water using carboxycellulose nanofibers prepared by nitro-oxidation method. Cellulose 2018, 25, 1961–1973. [Google Scholar] [CrossRef]
- Yang, H.J.; Kim, H.S. Effect of coagulation on MF/UF for removal of particles as a pretreatment in seawater desalination. Desalination 2009, 247, 45–52. [Google Scholar] [CrossRef]
- Wang, J.; Qu, D.; Tie, M.; Ren, H.; Peng, X.; Luan, Z. Effect of coagulation pretreatment on membrane distillation process for desalination of recirculating cooling water. Sep. Purif. Technol. 2008, 64, 108–115. [Google Scholar] [CrossRef]
- Tijing, L.D.; Woo, Y.C.; Choi, J.S.; Lee, S.; Kim, S.H.; Shon, H.K. Fouling and its control in membrane distillation-A review. J. Memb. Sci. 2015, 475, 215–244. [Google Scholar] [CrossRef]
- Guo, W.; Ngo, H.-H.; Li, J. A mini-review on membrane fouling. Bioresour. Technol. 2012, 122, 27–34. [Google Scholar] [CrossRef] [PubMed]
- Al-Amoudi, A.S. Factors affecting natural organic matter (NOM) and scaling fouling in NF membranes: A review. Desalination 2010, 259, 1–10. [Google Scholar] [CrossRef]
- Flemming, H.C. Reverse osmosis membrane biofouling. Exp. Therm. Fluid Sci. 1997, 14, 382–391. [Google Scholar] [CrossRef]
- Shamaei, L.; Khorshidi, B.; Perdicakis, B.; Sadrzadeh, M. Treatment of oil sands produced water using combined electrocoagulation and chemical coagulation techniques. Sci. Total Environ. 2018, 645, 560–572. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Wu, G.; Guan, Y.; Zhang, X. Treatment of river water by a hybrid coagulation and ceramic membrane process. Desalination 2011, 280, 114–119. [Google Scholar] [CrossRef]
- Park, K.; Kim, P.; Kim, H.G.; Kim, J. Membrane Fouling Mechanisms in Combined Microfiltration-Coagulation of Algal Rich Water Applying Ceramic Membranes. Membranes (Basel) 2019, 9, 33. [Google Scholar] [CrossRef]
- Giagnorio, M.; Ricceri, F.; Tagliabue, M.; Zaninetta, L.; Tiraferri, A. Hybrid Forward Osmosis–Nanofiltration for Wastewater Reuse: System Design. Membranes (Basel) 2019, 9, 61. [Google Scholar] [CrossRef] [PubMed]
- Mohammadtabar, F.; Pillai, R.G.; Khorshidi, B.; Hayatbakhsh, A.; Sadrzadeh, M. Efficient treatment of oil sands produced water: Process integration using ion exchange regeneration wastewater as a chemical coagulant. Sep. Purif. Technol. 2019, 221, 166–174. [Google Scholar] [CrossRef]
- Mohammadesmaeili, F.; Badr, M.K.; Abbaszadegan, M.; Fox, P. Byproduct recovery from reclaimed water reverse osmosis concentrate using lime and soda-ash treatment. Water Environ. Res. 2010, 82, 342–350. [Google Scholar] [CrossRef]
- Masarwa, A.; Meyerstein, D.; Daltrophe, N.; Kedem, O. Compact accelerated precipitation softening (CAPS) as pretreatment for membrane desalination II. Lime softening with concomitant removal of silica and heavy metals. Desalination 1997, 113, 73–84. [Google Scholar] [CrossRef]
- Khorshidi, B.; Hosseini, S.A.; Ma, G.; McGregor, M.; Sadrzadeh, M. Novel nanocomposite polyethersulfone-antimony tin oxide membrane with enhanced thermal, electrical and antifouling properties. Polymer (Guildf) 2019, 163, 48–56. [Google Scholar] [CrossRef]
- Nguyen, H.T.; Nguyen, N.C.; Chen, S.S.; Ngo, H.H.; Guo, W.; Li, C.W. A new class of draw solutions for minimizing reverse salt flux to improve forward osmosis desalination. Sci. Total Environ. 2015, 538, 129–136. [Google Scholar] [CrossRef] [PubMed]
- Al-Shammiri, M.; Ahmed, M.; Al-Rageeb, M. Nanofiltration and calcium sulfate limitation for top brine temperature in Gulf desalination plants. Desalination 2004, 167, 335–346. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | IERW | BBD |
|---|---|---|---|
| TDS | ppm | 66,625 | 6525 |
| pH | - | 6.08 | 11.66 |
| Turbidity | NTU | 0.25 | 0.86 |
| UV absorbance at 254 nm | - | 0.07 | 0.72 |
| SUVA254 | - | 1.04 | 0.77 |
| TOC | ppm | 6.71 | 229.80 |
| Silica as dissolved | ppm | 5.22 | 77.6 |
| Mg2+ | ppm | 2201 | 0.24 |
| Ca2+ | ppm | 9455 | 2.97 |
| Na+ | ppm | 22,165 | 1806 |
| Parameter | Unit | Retentate-1 | Feed-1 | Feed-2 | Feed-3 | Feed-4 | Feed-5 |
|---|---|---|---|---|---|---|---|
| TDS | ppm | 8500 | 6525 | 16,750 | 11,350 | 16,665 | 34,535 |
| pH | - | 10.90 | 11.66 | 11.60 | 10.75 | 10.96 | 6.20 |
| Turbidity | NTU | 0.90 | 0.86 | 1.20 | 1.40 | 1.80 | 0.80 |
| TOC | ppm | 443.30 | 229.80 | 107.70 | 17.00 | 16.60 | 3.00 |
| Silica as dissolved | ppm | 111 | 77.60 | 3.17 | 1.43 | 0.93 | 3.00 |
| Mg2+ | ppm | 0.16 | 0.24 | 0.07 | 1.29 | 0.01 | 1131 |
| Ca2+ | ppm | 2.78 | 2.97 | 3.82 | 1084 | 0.00 | 5325 |
| Na+ | ppm | 3975 | 1806 | 8069 | 4311 | 6973 | 11,436 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammadtabar, F.; Khorshidi, B.; Hayatbakhsh, A.; Sadrzadeh, M. Integrated Coagulation-Membrane Processes with Zero Liquid Discharge (ZLD) Configuration for the Treatment of Oil Sands Produced Water. Water 2019, 11, 1348. https://doi.org/10.3390/w11071348
Mohammadtabar F, Khorshidi B, Hayatbakhsh A, Sadrzadeh M. Integrated Coagulation-Membrane Processes with Zero Liquid Discharge (ZLD) Configuration for the Treatment of Oil Sands Produced Water. Water. 2019; 11(7):1348. https://doi.org/10.3390/w11071348
Chicago/Turabian StyleMohammadtabar, Farshad, Behnam Khorshidi, Armin Hayatbakhsh, and Mohtada Sadrzadeh. 2019. "Integrated Coagulation-Membrane Processes with Zero Liquid Discharge (ZLD) Configuration for the Treatment of Oil Sands Produced Water" Water 11, no. 7: 1348. https://doi.org/10.3390/w11071348